Grubościomierz T600





Opis produktu
Grubościomierz ultradźwiękowy TG600 został skonstruowany w celu przyspieszenia inspekcji. Użyta głowica elektromagnetyczna pozwala na wyeliminowanie środka sprzęgającego, dzięki czemu prowadzenie pomiarów jest szybsze a wyniki pewniejsze. Ze względu na bezkontaktowy pomiar, stan powierzchni nie ma wpływu na wynik. Badany obiekt może być skorodowany, pokryty luźną zadrą czy powłoką lakierniczą.
Parametry techniczne
| Zakres grubości | 2 mm – 120 mm |
| Rozdzielczość | 0,01 mm |
| Zakres generowania napięcia | 1-4 MHz |
| Amplituda generowania napięcia | 200-600 Vpp |
| Częstotliwość akwizycji | 50 Msps |
| Rozdzielczość przetwornika | 12 bit |
| Złącze | LEMO oB |
| Temperatura pracy | -20/60 °C |
| Zasilanie | 4 baterie AA (R6) |
| Wymiary | 138x160x37 |
Zalety systemu
- pomiary w wysokich temperaturach
- pomiary bez środka sprzęgającego
- badanie spoin austenitycznych
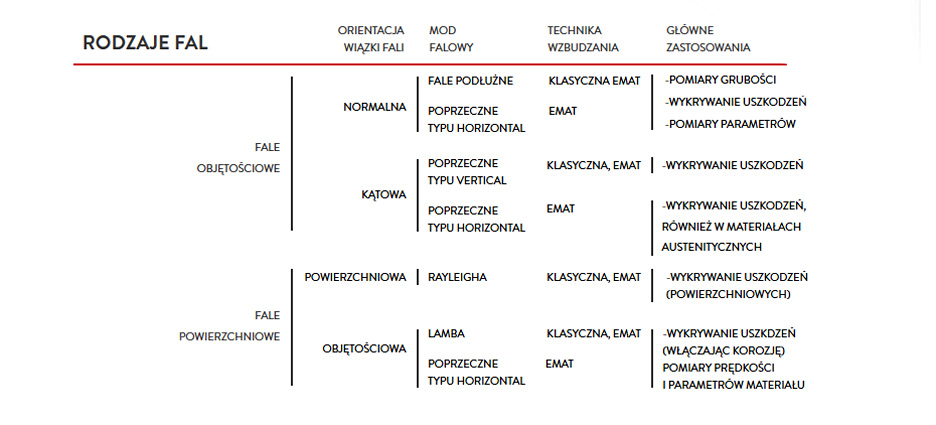
- badanie falami powierzchniowymi
- pomiar naprężeń, obciążeń i ziarnistości
- wykrywanie wad i korozji
Zawartość zestawu

Technologia EMAT
METODA ULTRADŹWIĘKOWYCH BADAŃ NIENISZCZĄCYCH
Alternatywna metoda ultradźwiękowych badań nieniszczących, która polega na tym, że fala generowana jest dopiero w badanym elemencie, a nie w przetworniku piezoelektrycznym. Dzięki temu możemy przeprowadzać badania w warunkach niedostępnych dla klasycznych metod ultradźwiękowych.
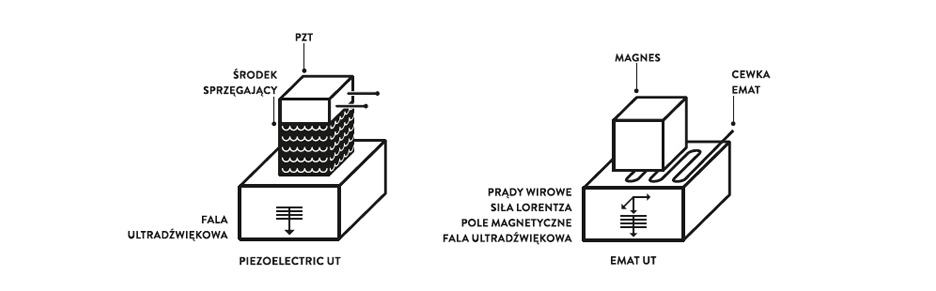
EMAT generuje fale ultradźwiękowe w badanym elemencie przy pomocy dwóch oddziałujących na siebie pól magnetycznych.
Pole o relatywnie wysokiej częstotliwości, które jest generowane przez cewki elektryczne, oddziałuje na pole o niskiej częstotliwości lub pole statyczne, wytworzone przez magnesy trwałe, aby wzbudzić siłę Lorenza w sposób podobny do działania silnika elektrycznego.
Wprowadzenie takiego zakłócenia do siatki krystalicznej powoduje wytworzenie fali sprężystej. W procesie wzajemnego oddziaływania fal sprężystych, w obecności pola magnetycznego, w obwodzie cewki odbiorczej EMAT wytwarzane są prądy.
Zalety technologii
Technologia EMAT nie wymaga środka sprzęgającego do wprowadzania fal, co sprawia, że idealnie nadaje się do kontroli obiektów o wysokiej temperaturze oraz do zastosowań w zautomatyzowanych stanowiskach badawczych.
W przypadku technologii EMAT stan powierzchni badanego elementu nie wpływa na przebieg badania, co pozwala przeprowadzać inspekcje powierzchni zanieczyszczonych, chropowatych oraz pokrytych korozją.
Ze względu na sposób generowania fali, prawo Snellius’a nie ma zastosowania, a położenie sondy względem badanej powierzchni nie wpływa na kierunek propagacji fal. Sprawia to, że sondy są prostsze w obsłudze, zwłaszcza w środowiskach zautomatyzowanych.
- możliwość normalizacji sygnału w celu automatycznej oraz ciągłej samokalibracji
- brak środka sprzęgającego oraz kontaktu z badaną powierzchnią
- praktyczna odległość cewki od badanej powierzchni waha się pomiędzy 0-3 mm
- można uzyskać większą odległość (aż do 10 mm), w zależności od badanego materiału oraz zastosowanego urządzenia i typu badania
- idealne do badań zautomatyzowanych oraz prowadzonych w wysokiej temperaturze
- brak wpływu stanu powierzchni na wynik badania (powłoki, olej, korozja)